Das Großwasserkraftwerk Sariyar in der Türkei nahm nach sechs Jahren Bauzeit Ende 1956 seinen Betrieb auf.
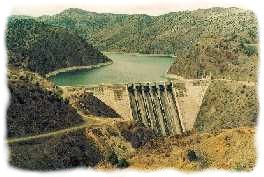 Errichtet wurde es von einem Konsortium der Firmen Philipp Holzmann, Hoch-Tief, Siemens Bau-Union und der türkischen Firma RAR (Istanbul).
Errichtet wurde es von einem Konsortium der Firmen Philipp Holzmann, Hoch-Tief, Siemens Bau-Union und der türkischen Firma RAR (Istanbul).
Die Druckrohrleitungen und das Wasserschloß erstellte die VÖST (Linz).
Die Konservierung der Stahlrohrleitungen wurde von der Firma Ross & Liebscher in Zusammenarbeit mit der Colorit-Korrosionsschutz GmbH (später umbenannt in KOREL Korrosionsschutz und Elektronik GmbH) vorgenommen.
Für die Konservierung der Druckrohre wurde eine speziell auf die Anforderungen hin weiterentwickelte und angepaßte KOREL-Flammspritzpistole eingesetzt.
Erfahrungen mit dem KOREL-Verfahren lagen für die unterschiedlichesten Anwendungsfälle vor. Insbesondere waren dies Muffen- und Schweißnahtkonservierungen von Großrohrleitungen für Trinkwasser in einem Größenbereich von NW 800 bis 1200 mm, teils in begehbarer Ausführung.
Als Korrosionsschutz-Beschichtungen kamen üblicher Weise Stoffe auf bituminöser Basis und schmelzflüssige Steinkohlenteerpeche zum Einsatz. Die für das KOREL-Verfahren freigegebenen deutschen Steinkohlenteerpeche waren in ihrem Plastizitätsbereich und insbesondere im Erweichungspunkt den mitteleuropäischen Anforderungen angepaßt. Die Erweichungspunkte nach K.S. (Bestimmungsmethode für Erweichungspunkt) lagen etwa zwischen 55° und 70° C, die Spritztemperatur meist zwischen 130° und 160° C.
Wegen der sich unterscheidenden klimatischen Bedingungen in der Türkei mußte daher auf ein amerikanisches Steinkohleteerpech mit wesentlich höherem Erweichungspunkt und wesentlich höherem Füllungsgrad zurückgegriffen werden, das in den USA hauptsächlich für die Konservierung von Stahlwasserbauten und Druckrohren verwendet wurde. Dessen Spritztemperatur betrug dafür etwa 250° C.
Durch die sofortige Verfestigung des Spritzgutes bei der rasch ablaufenden Abkühlung erübrigten sich Trocknungszeiten, wie sie beim Aufstreichen von gelösten Stoffen mit dem Pinsel oder beim Aufspritzen von kaltspritzbaren Massen sonst notwendig wären. Durch die aus dem Schmelzfluß in einem Arbeitsgang aufgebrachten Schichten großer Dicke ließen sich die bei hoher Luftfeuchtigkeit sehr stark der Korrosion ausgesetzten Schrauben und Nieten absolut feuchtigkeitsdicht einschmelzen.
Derart aufgebrachte Schichten sind sehr glatt und vollkommen porenfrei und damit frei von Lösemittel- und Lufteinschlüssen. Dieser verfahrensbedingte Vorteil ergibt sich in doppelter Hinsicht auch durch das erneute Erwärmen und Anschmelzen der Oberfläche beim Auftragen einer zweiten oder dritten Schichtlage, da dadurch letzte Fehlstellen noch beseitigt werden.
Die Porenfreiheit wurde anschließend mit einem Hochspannungsprüfgerät mit einer Prüfspannung von 20.000 V bis 30.000 V überprüft, je nach Schichtdicke.
Vor den eigentlichen Korrosionsschutzarbeiten wurde in Abstimmung mit der Bauleitung Probestelle an einem Druckrohr angebracht, das dann als Referenzfläche für die Abnahme der eigentlichen Beschichtung herangezogen wurde. Hierbei wurden auch die Meßgeräte für die Porenprüfung und die Schichtdickenmessung vorgeführt und abgenommen.
 Vor der Beschichtung wurden die Stahlflächen zur Entrostung mittels Sandstrahlen behandelt. Nach einer mechanischen Reinigung mittels Abkehren der Staubreste erfolgte das Abblasen und Anwärmen der Stahlflächen mit der KOREL-Pistole. Auf die noch warme Fläche erfolgte dann ein Haftgrundauftrag aus einem lösemittelhaltigen Steinkohleteerpech. Daran schloß sich der eigentliche mehrschichtige Schutzauftrag mit der aufgeschmolzenen Steinkohleteerpechmasse an. Abschließend wurde die Oberfläche zur Glättung und zum Schließen von Restporen nochmals Abgeflammt.
Vor der Beschichtung wurden die Stahlflächen zur Entrostung mittels Sandstrahlen behandelt. Nach einer mechanischen Reinigung mittels Abkehren der Staubreste erfolgte das Abblasen und Anwärmen der Stahlflächen mit der KOREL-Pistole. Auf die noch warme Fläche erfolgte dann ein Haftgrundauftrag aus einem lösemittelhaltigen Steinkohleteerpech. Daran schloß sich der eigentliche mehrschichtige Schutzauftrag mit der aufgeschmolzenen Steinkohleteerpechmasse an. Abschließend wurde die Oberfläche zur Glättung und zum Schließen von Restporen nochmals Abgeflammt.
Für die Ausbildung und Überwachung standen drei deutsche, im Flammspritzen ausgebildete Fachkräfte zur Verfügung, von denen einer auch für die Instandhaltung der insgesamt 20 zum Einsatz gekommenen KOREL-Pistolen verantwortlich war.
Aus einem Stamm von etwa 200 einheimischen Arbeitskräften wurden nach deren Ausbildung und Ersteinsatz letztendlich 25 Kräfte ausgesucht, die die Beschichtungsarbeiten nach dem KOREL-Verfahren mit der erforderlichen Sorgfalt und Güte erbringen konnten.
Um die Arbeiten zügig und gefahrlos ausführen zu können, wurden alle zu beschichtenden Rohre und das Wasserschluß mit aufwändigen Gerüstenversehen und wegen des oft großen Gefälles mit eigens angeschweißten Halterungen gesichert.
Großen Wert wurde auch auf eine ausreichende Lüftung gelegt, da innerhalb der Rohre die lästigen Rauchschwaden und die entstehenden hohen Temperaturen beseitigt werden wußten. Die Arbeitskräfte mußten Kopfbedeckung, Arbeitsbrille und Rauchmaske tragen.
Dank der vorbildlichen Unterstützung durch die deutschen und türkischen Mitarbeiter der ARGE konnten die Konservierungsarbeiten an den Fallrohren und am Wasserschloß planmäßig und ordnungsgemäß durchgeführt werden.
Die gewonnenen Erfahrungen führten zu einer starken Ausweitung der Anwendung des Flammspritzverfahrens nach KOREL bei ähnlichen Projekten.